
Устройство сварочного инвертора
Благодаря развитию сварочного оборудования и появлению инвертора сварочного аппарата были разработаны модели, которые во много раз лучше классического оборудования. В статье рассказывается, что представляет из себя и что значит инверторный сварочный аппарат. Описываются технические характеристики, особенности конструкции сварочного инверторного аппарата, что это такое, какие бывают разновидности, плюсы и минусы и как не ошибиться в выборе продукции.

Что такое сварочный инвертор
С момента появления мощных полупроводников, таких как биполярный транзистор с изолированным затвором, стало возможным создание импульсного источника питания, способного справляться с высокими нагрузками дуговой сварки. Эти конструкции известны под названием инверторный сварочный аппарат. Как правило, они сначала преобразуют электроэнергию переменного тока в постоянный ток. После этого они переключают (инвертируют) мощность постоянного тока в понижающий трансформатор для получения нужного сварочного напряжения или тока. Частота переключения обычно составляет 10 кГц или выше. Хотя и высокая частота коммутации требует сложных компонентов и цепей, она значительно уменьшает объем понижающего трансформатора, поскольку масса магнитных компонентов (трансформаторов и индукторов), необходимых для достижения заданного уровня мощности, быстро снижается по мере того, как частота переключения увеличивается.
Где и как используется
Данные типы устройств имеют отличные сварочные параметры, благодаря чему их можно использовать для любых видов сварочных работ. Они применяются как в строительстве и на производстве, так и в бытовой сфере. При необходимости оборудования для работ на высоте данные устройства незаменимы. Хорошо подходят для — точечной сварки —. Хотя и при —- контактной сварке своими руками — инвертор может не понадобиться, его наличие значительно облегчит работу. Помимо сварки, инверторы также могут идти в комплекте с —паяльными станциями.

Особенности конструкции
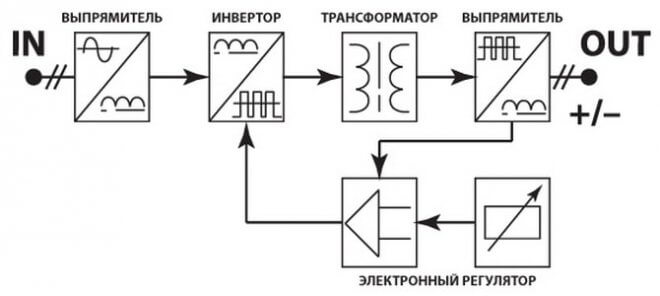
Устройство инверторного сварочного аппарата состоит из таких элементов:
- Выпрямитель. Он конструируется на основе диодного баста. Основная функция – выпрямление переменного тока.
- Понижающий трансформатор. Он отвечает за процесс понижения напряжения высоких частот, тем самым увеличивая силу тока.
- Инвертор. Он генерирует высокочастотные электроимпульсы. Этот блок состоит из транзисторов, которые открываются и закрываются при высокой частоте.
- Выпрямитель тока на выходе. Конструируется также на базе диодного моста. У него также высокая частота.
- Электронный блок. Он предназначен для регулировки режима работы самого устройства.
Схема принципа работы инверторного сварочного аппарата
Технические характеристики
- Рабочее напряжение – 220 В, 380 В.
- Частота тока – 50 Гц.
- Сварочный ток – от 5 А до 200 А. Профессиональные агрегаты способны выдавать максимальный ток в обширном интервале, аппараты же для дачи, как правило, рассчитаны на меньший диапазон регулирования данной величины.
- Продолжительность включения – от 20% до 100%. Это один из важнейших показателей эффективности использования аппарата, так как он определяет возможность выполнения сварки на том или ином токе без перерыва. Самый простой инвертор не может долго функционировать без остановки. У устройств для промышленного использования вроде SSVA 160-2 продолжительность включения может достигать 100%.
- Холостой ход находится в диапазоне от 40 до 80 Вт.
- Напряжение электрической сети колеблется от 140 до 260 В.
Как работает инверторный сварочный аппарат
Переменный ток идёт через фильтр, где он преобразовывается в постоянный. Лишь только потом он поступает в аппарат.
Электроэнергия идёт через блок питания (большая частота коммутации), что даёт переменный ток с большим показателем частоты (20-50 Гц).
На выходе устройства напряжение преобразуется и падает до 65-70 В. Сила тока при спаде напряжения, соответственно, возрастает. Сила тока сварки на конце электрода будет составлять примерно 100-200 А.
Предварительное преобразование электрической делает возможным использование трансформаторных блоков небольших размеров. Для того чтобы на выходе получился ток 160 А, нужно, чтобы в инверторе трансформатор был с массой 300 г.
Основным элементом аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволила понизить переменное напряжение. Это позволяет на выходе из второй обмотки произвести ток большей величины, требуемый для инверторной сварки металлов.
Во время процесса работы с обычными аппаратами высока вероятность пережечь или недожечь металл. Это определяется тем, что они не очень хорошо сохраняют необходимую величину тока сварки. Она напрямую зависит от сетевого напряжения.
Когда металл начинает пережигаться, происходит ослабление сварочного шва. Там начинают образовываться отверстия. Во время недожога шов также ослабляется. У инвертора потенциометр устанавливает ток согласно шкале сварочного тока и оставляет его неизменным.
Какие есть виды
Существует два вида технологии производства инверторов:
- MOSFET
- IGBT
MOSFET была разработана 50 лет назад и является устаревшей, однако её продукция стоит дешевле. Эти инверторы хорошо отработаны, небольших габаритов, а также с малым весом. Они доступны для работы по сварке черных металлов.
IGBT является современной и более экономичной технологией. Хотя компоненты MOSFET дешевле, для нормальной работы их нужно больше. В устройстве 200 А можно встретить до 24 одинаковых силовых транзисторов MOSFET. Транзисторов IGBT гораздо меньше (обычно около 10). Аппараты IGBT способны работать при значительно большей частоте (60-85 кГц), чем их предшественники. Это значительно снижает вес устройства. Температура включения термозащиты у IGBT-транзисторов достигает приблизительно 90 градусов в сравнении с 60 градусами у MOSFET. Это непосредственно оказывает влияние на продолжительность непрерывной работы инвертора.

Все современные сварочные инверторы способны на такие режимы сварки:
- полуавтоматическая или MIG/ MAG;
- аргонодуговой процесс TIG (применяется инертный аргон и электроды, которые не поддаются плавлению);
- ручная дуговая или ММА на постоянном токе (при использовании электродов).
Для стабильной сети в 220 В характерны небольшие перепады в напряжении, которые составляют до 15%. Бытовые и профессиональные аппараты зачастую не чувствительны к подобным перепадам и могут продолжать нормально эксплуатироваться.
Достоинства
- Высокая частота тока является главным техническим преимуществом по сравнению с иными сварочными приспособлениями. В инверторах нужная сила тока достигается изменением высокочастотного напряжения. У обычных сварочных трансформаторах это происходит благодаря изменению электродвижущей силы индукционной катушки.
- Высокий уровень КПД. Может достигать 95% и даже выше. Коэффициент может достигать 0.9-1.
- Отсутствие индуктивных потерь.
- Благодаря высокочастотному преобразователю внутри аппарата перепады и проседания напряжения не скажутся на работе инвертора.
- Инверторы для — плазменной сварки — благодаря высокой эффективности нагрева металла могут сваривать самые толстые металлические конструкции.

Недостатки
- Высокая цена.
- Аппарат плохо реагирует на пыль, которая в свою очередь плохо сказывается на охлаждении транзисторов. Когда на алюминиевых радиаторах оседает пыль, отдача тепла значительно ухудшается.
Как выбрать
- Упаковка должна быть без повреждений, а также чистой и сухой.
- Обязательное наличие штрихкода (и/или QR-кода).
- Правильность написания названия продукции и производителя.
- Наличие паспорта и инструкции.
- Все технические характеристики содержатся в паспорте и/или в инструкции.
Если возникает необходимость подключить устройство к генератору (автономному) или обычной сети (скачки напряжения от – 30% до +20%), тогда оптимальным выбором рекомендуется выбрать устройство с хорошей защитой от напряжения.
Также одним из главных факторов выбора устройства является область применения. В зависимости от назначения рекомендуется делать выбор. Существует три основных класса:
- Бытовой. Создан для сварочных работ небольшого объема. Режим работы инвертора небольшой, прибору необходимы довольно продолжительные перерывы после 5–10 минут эксплуатации. Сварочный ток составляет 120-200 А.
- Профессиональный. Устройства этого класса применяются для сварки труб при ремонте коммуникаций, изготовлении каркасов и металлических конструкций. Режим работы без перерывов может быть довольно длительным. Сварка отличается хорошим качеством. Сварочный ток составляет 200-300 А.
- Промышленный. Предназначен для сварки на производстве и промышленности. Обладает непрерывным режимом работы на протяжении суток. Перерывы в режиме работы небольшие. Сварочный ток составляет 250-500 А.
Приобретение сварочного инвертора значительно облегчит и улучшит сварочный процесс, а на производстве данное устройство и вовсе является незаменимым.







